
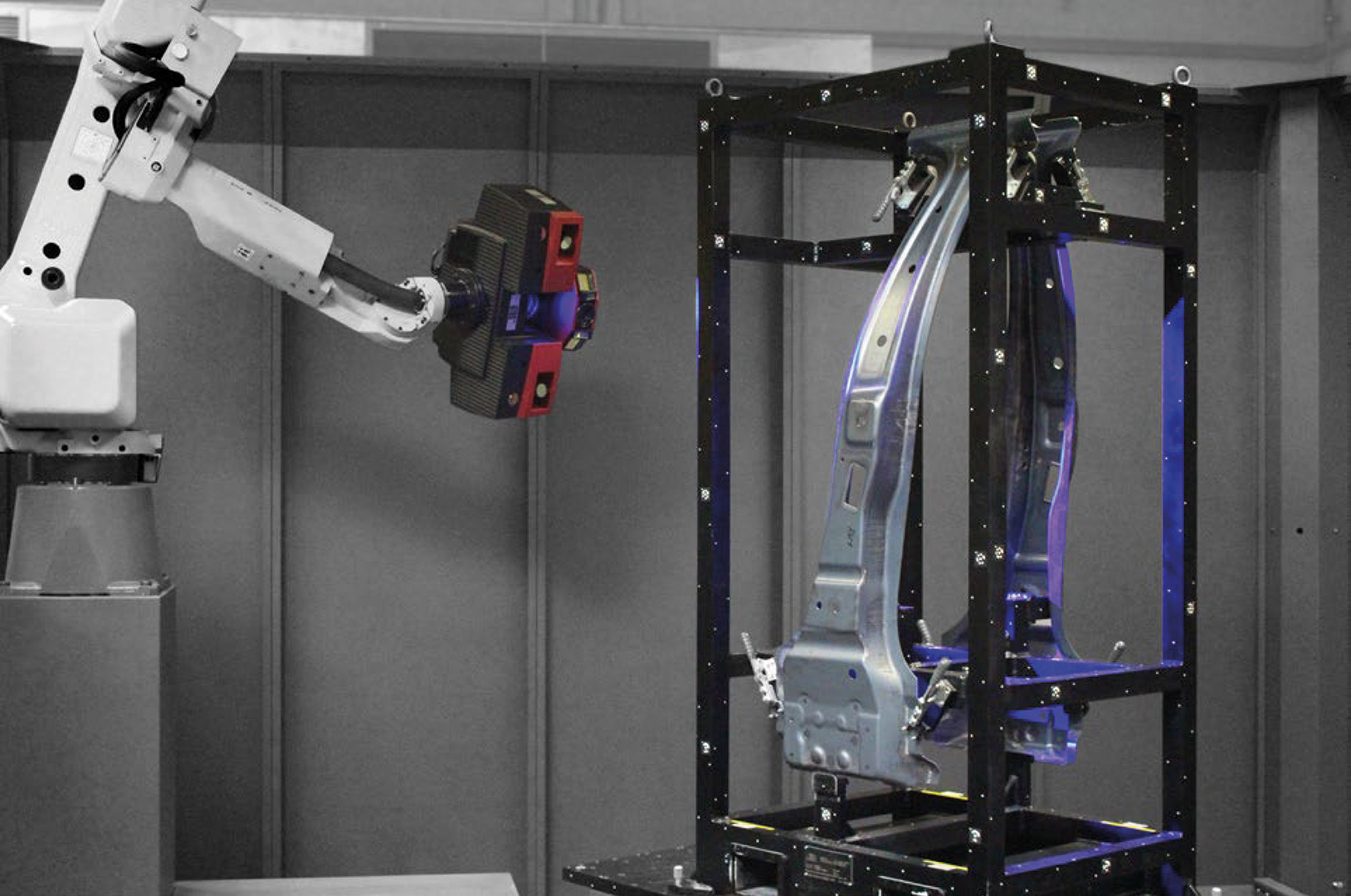
V priemyselnej výrobe zaisťujú automatizované meracie techniky plynulejší proces výroby pri súčasnom zachovaní spoľahlivosti procesu na vysokej úrovni. To je tiež dôvod, prečo sa spoločnosť Metalsa rozhodla pre automatizovaný, optický 3D merací systém ATOS ScanBox.
Spoločnosť Metalsa, založená roku 1956, so sídlom v Bergneustadte (Nemecko), vyrába najmä moduly podvozkov, konštrukcia karosérií a bezpečnostné systémy. Medzi zákazníkov patria renomovaní nemeckí výrobcovia automobilov ako Daimler, Volkswagen, BMW a Audi, ale aj medzinárodní výrobcovia ako Škoda, Volvo a Toyota.
Od roku 2013 používa spoločnosť Metalsa ATOS ScanBox od firmy GOM najmä na automatizovanú kontrolu sérií, ale aj na výrobu nástrojov. “Úspora času v porovnaní s kontaktným meraním je obrovskou výhodou,” vysvetlil odborník na meranie Marcus Girndt.
Kontrola kvality lisovaných dielov je založená na dvojstupňovom alebo skôr trojstupňovom procese ak počítame aj zostavenie. “Prvýkrát meriame diely v sérii pred začatím rezania, aby sme zaistili, že diely, ktoré nie sú v súlade s požadovanými rozmermi, sa ďalej nespracovávajú. Výsledky celoplošného merania sa potom porovnajú s nominálnymi CAD dátami. ATOS ScanBox to robí automaticky”, dodal Girndt. Výsledkom sú nielen povrchové odchýlky od CAD dát, ale aj vyhodnotenie tolerancií tvaru a polohy (GD&T).
Akonáhle je plán merania uložený ako šablóna do softvéru ATOS Professional, meranie a kontrola beží automaticky. Na kontrolu povrchu dielu je tento diel virtuálne ustanovený. Pretože vyvŕtané otvory a orezané hrany zatiaľ neexistujú, použije softvér ATOS Professional ako referenciu oblasti vykazujúcej výrazný tvar.
Na základe tejto referencie je možné diel optimálne virtuálne ustaviť. Vďaka tomu je možné vykonať analýzu tvarovania pred orezaním laserom. “S ohľadom na naše objemy meraní by dotykové meracie techniky vôbec nefungovali,” uviedol Girndt. „Pri analýze tvarovania stĺpika B by ste museli merať stovky, ak nie tisíce meracích bodov. Výsledkom by bol report o 60 stranách. Namiesto toho teraz máme vizuálne vyhodnotenie, ktoré ukazuje všetko podstatné vo forme farebného grafu, v ktorom sa behom chvíľky krásne zorientujete. Týmto spôsobom ušetríme dve tretiny požadovaného času.“
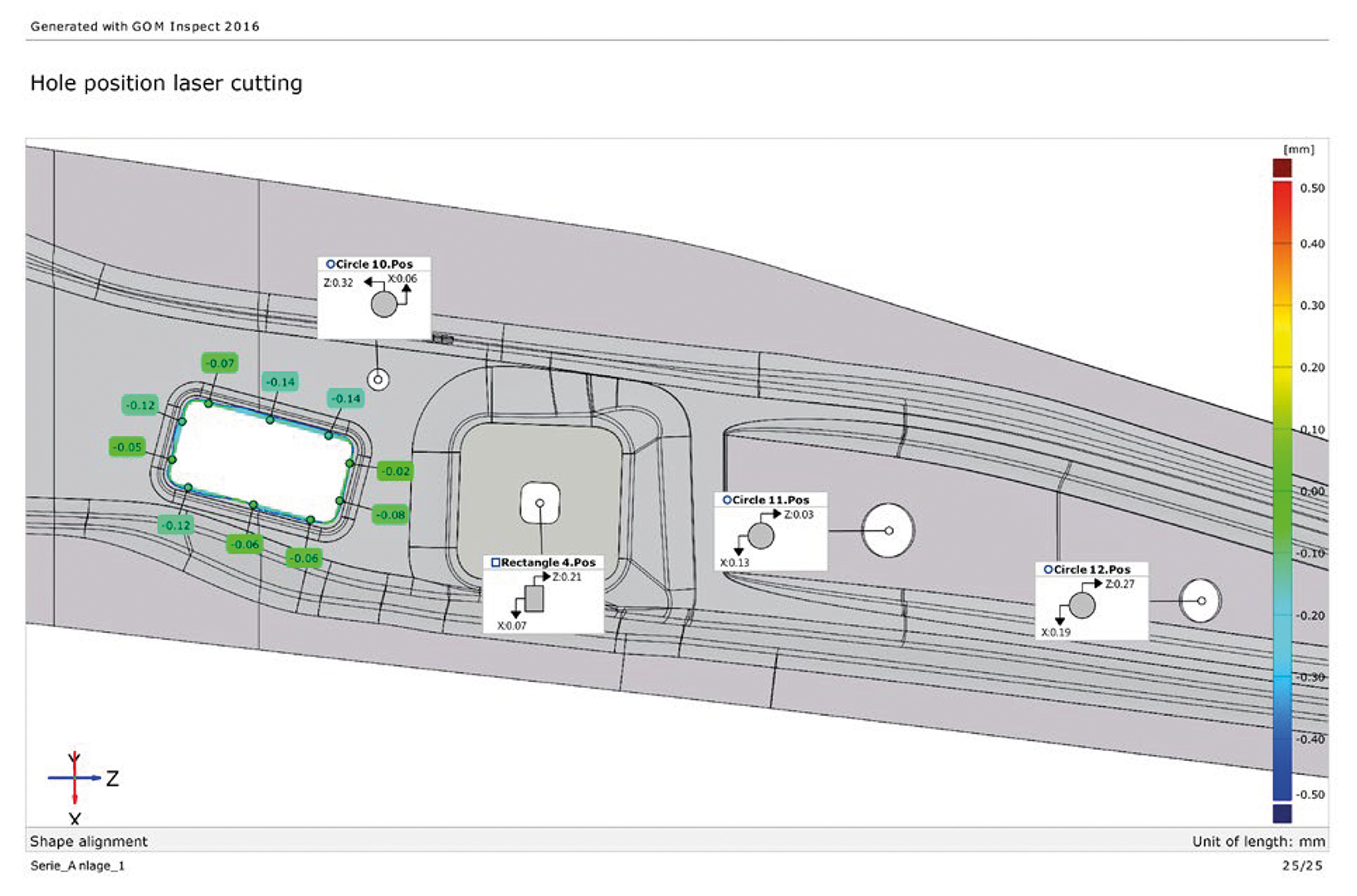
Pokiaľ tvar dielu leží v tolerancii, je ďalším krokom rezanie laserom. Počas rezania laserom je diel opatrený charakteristickými znakmi, ako sú otvory a obrys dielu. Potom nastáva druhé meranie, ktoré slúži na kontrolu orezania laserom. Poloha otvorov a orezanie dier, rovnako ako celý vonkajší obrys dielu, sa kontroluje s presnosťou na desatiny milimetra.
Pokiaľ jednotlivé diely zodpovedajú danej tolerancii, sú buď priamo odovzdané zákazníkovi, alebo sú odovzdané na ďalšie spracovanie a zostavenie. Zvárané zostavy sa tiež kontrolujú pomocou optického meracieho prístroja. Štandardne sú kontrolované z hľadiska povrchových bodov, orezových bodov a pozícií otvorov.
Okrem toho využíva spoločnosť Metalsa merací prístroj ATOS ScanBox aj na analýzy stability výrobného procesu. V tejto súvislosti je porovnaných niekoľko meraní pre definovanie ukazovateľov stability výroby Cp a Cpk.
Vďaka ľahkému a intuitívnemu ovládaniu môže byť merací prístroj prevádzkovaný aj bez predchádzajúcich metrologických znalostí. Zaškolenie zamestnancov zaberie len pol hodiny a umožní jednoduchú obsluhu systému. Všetky namerané dáta sú automaticky ukladané, takže ich je možné znovu kedykoľvek použiť a spracovať pre stabilitu výroby. Nie je potrebné diel merať druhýkrát.
Môžeme teda zdôrazniť tri aspekty, ktoré ukazujú, že sa merací systém stal cennou investíciou s ohľadom na konkurenciu: vysoká miera využiteľnosti, významné zníženie času merania a celoplošné výsledky.

Sme držitelia certifikátu kvality
ČSN EN ISO 9001:2016
MCAE Systems, s.r.o., organizačná zložka
Štúrova 1532/92, 018 41 Dubnica nad Váhom
Tel.: +421 422 020 555
E-mail: mcae@mcae.sk
Chcete byť stále informovaní o novinkách a službách?
