Výroba častí prototypových foriem s technológiou PolyJet
Návrh vstrekovacej formy, výroba tvarových vložiek alebo testovanie formy – to sú pre mnohých skúsených strojárov pojmy, s ktorými si veľmi ľahko poradia. Pre študenta Fakulty strojného inžinierstva VUT v Brne Víta Kalodu to bolo zadanie k jeho diplomovej práci, v ktorej si vzal všetky tieto body za svoje ciele a my sme boli pri tom, aby sme mu pomohli.
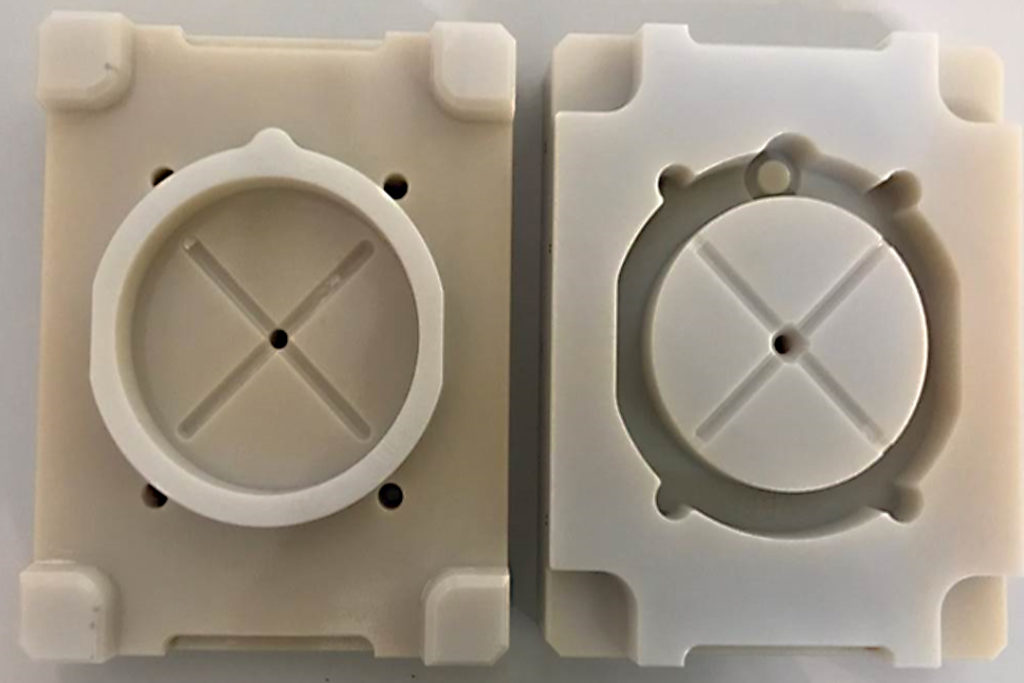
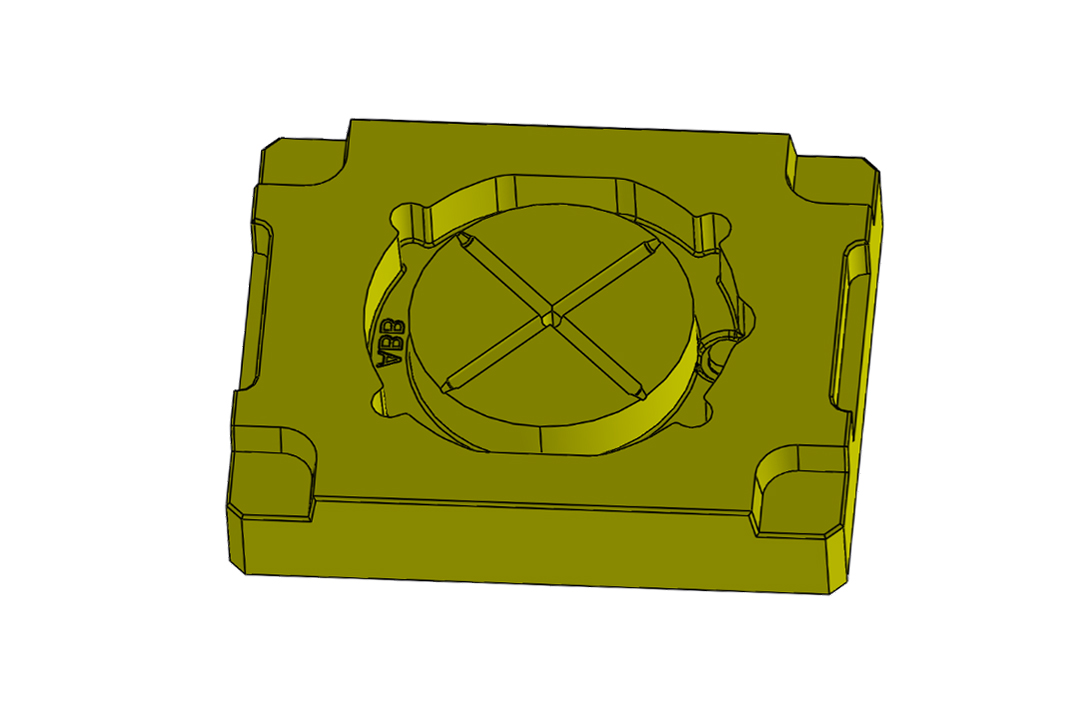
Ako prvý si navrhol vstrekovaný diel pre model krytu na senzor. Primárna časť práce bola konštrukcia vstrekovacej formy a potom nasledovala praktická výroba tvarových vložiek pre krytku na senzor. Než ale študent začal so samotnou výrobou, vykonal si prieskum toho, aké výrobné metódy sú možné v kombinácii s vhodnými materiálmi, ktoré by sa dali využiť.
Časť, ktorú sme obsiahli my, bola tá, že si študent zvolil ako metódu výroby formy technológiu PolyJet, čo je jedna z našich hlavných technológií, patentovaných spoločnosťou Stratasys.
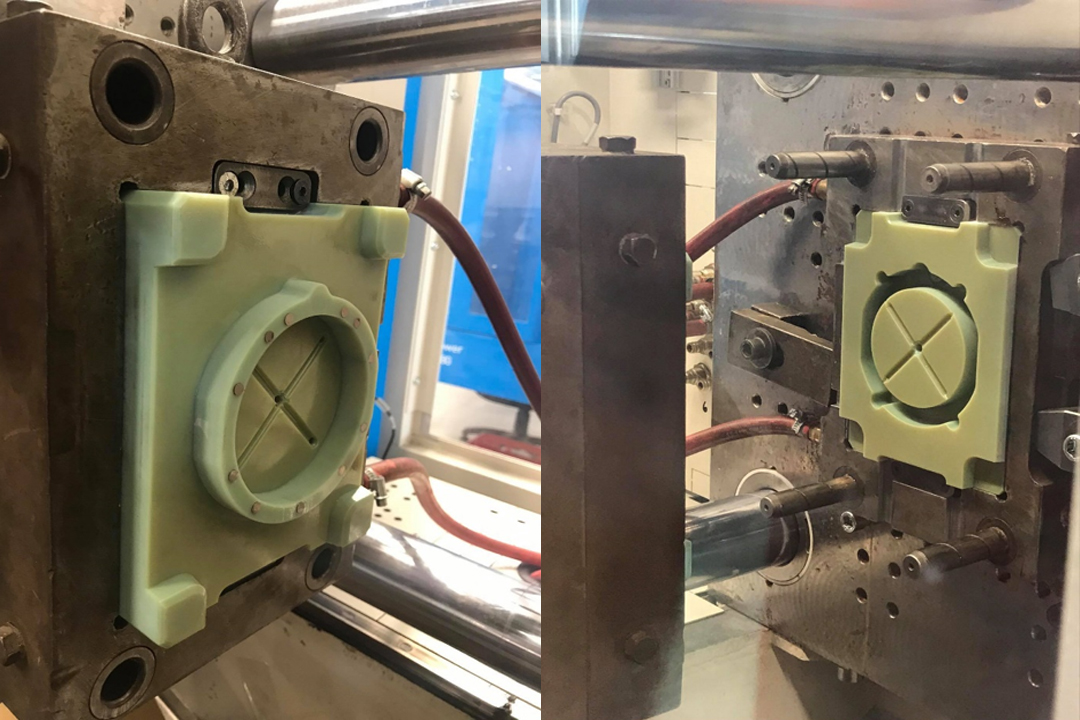
Komponenty zvané tvárnik a tvárnice boli vytlačené na 3D tlačiarni Stratasys J750, na ktorej sme tlačili rozmer výrobku v max. veľkosti 490 × 390 × 200 mm z digitálneho materiálu ABS RGD 5130. Ten sa vyznačuje predovšetkým rozmerovou stálosťou a tuhosťou v širokom rozsahu teplôt.
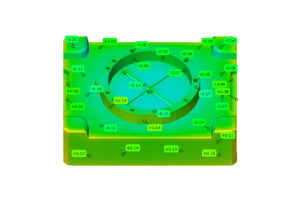
Rozmerová analýza
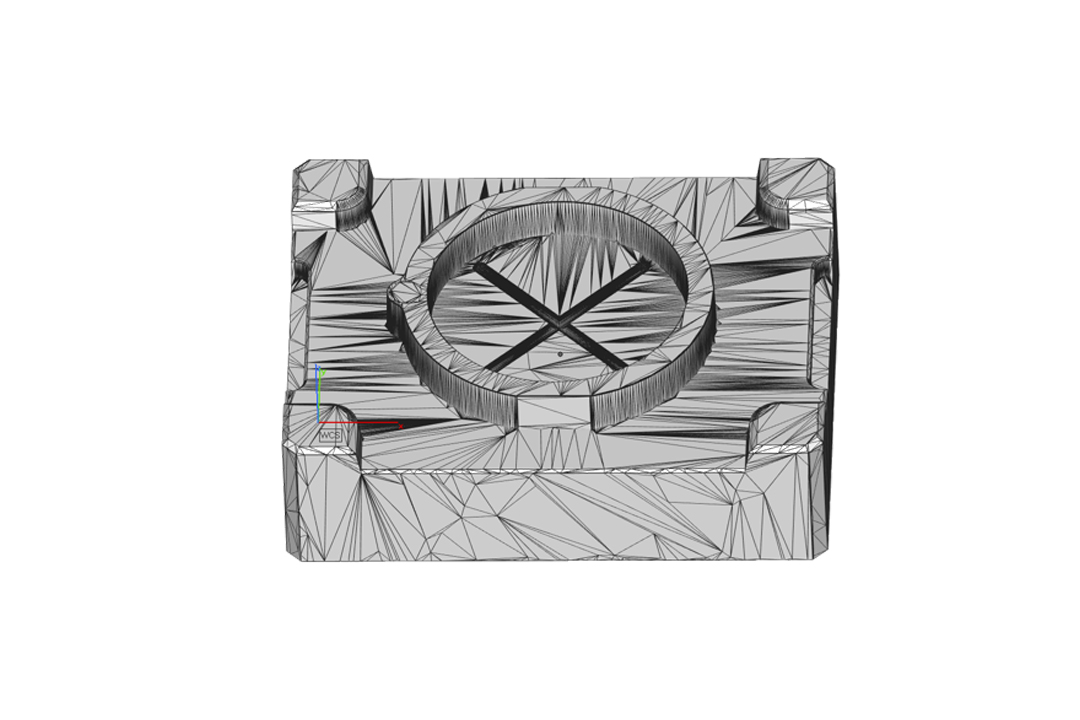
Jedna z veľkých výhod vstrekovacej formy je tá, že model vytlačený technológiou PolyJet bol veľmi presný, čo dokazuje aj rozmerová analýza, vykonaná pomocou nášho 3D skenera ATOS Q. Tá bola vykonávaná pomocou štruktúrovaného svetla poloautomatickým 3D meracím zariadením od spoločnosti GOM (teraz ZEISS). Rozlíšenie meracej kamery je 12 MPx, čo znamená, že je skener vhodný na veľmi detailné skenovanie.
Výhody technológie PolyJet
Ďalšou z výhod tejto technológie je, že cena za model z technológie PolyJet je porovnateľná s frézovaním. Avšak pri výrazne kratšom čase výroby. Pre porovnanie, tlač na 3D tlačiarni trvala 18 hodín a 15 minút a zhruba 3 hodiny dokončovacej práce s dodaním do 3 dní. Oproti tomu dodanie vyfrézovanej tvarovej vložky by trvalo obvykle 4 až 5 týždňov, bez započítania dokončovacích prác. Výroba technológií PolyJet okrem toho patrí k najekonomickejším.
Do vstřikovací formy pak byly vstřikovány dva druhy materiálů při různých podmínkách. Do vstrekovacej formy potom boli vstrekované dva druhy materiálov pri rôznych podmienkach. Polypropylén, ktorý by vstrekovaný pri teplote materiálu 200 ° C a pri vstrekovacom tlaku 380 barov. Druhá verzia bola s materiálom Polyamid 6 a teplota taveniny bola 260 °C pri vstrekovacom tlaku 560 barov. Z týchto testov boli vyrobené prvé prototypové výrobky, ktoré pomohli odhaliť konštrukčné nedostatky a na základe úpravy potom bolo možné dosiahnuť lepšie a lepšie výsledky. Pokiaľ študent do budúcnosti upraví konštrukčný návrh kovovou vtokovou vložkou, bude zaručená vyššia sériovosť.
Záver
Študent navyše dodržal odporúčania od nášho partnera Stratasys a po každom treťom zdvihu formu ochladil. Ako sám spomenul, každá zmena sa prepísala do pozitívnych výsledkov. Celkom vytvoril 13 variantov.
Hlavný výstup diplomovej práce Víta bol, že poukázal na možnosť využitia metódy rýchlej výroby prototypov v oblasti vstrekovania plastov, konkrétne na zhotovenie tvarových vložiek (tvárnik a tvárnice) do vstrekovacej formy. V súčasnej dobe sa prototypové tvarové vložky do vstrekovacej formy vyrábajú zo zliatiny hliníka frézovaním.
Výroba tvarových vložiek (tvárnik a tvárnice) metódou PolyJet je možné v praxi využiť na výrobu až 30 prototypových výrobkov z polypropylénu. K zvolenému typu bol vytvorený návod na výrobu tvarových vložiek s odporúčanou technológiou a materiálom, ktorá by bola možno využiť v praxi.
Z diplomovej práce vyplýva, že výroba tvarových vložiek do vstrekovacej formy je možná pomocou metód 3D tlače, či už sa jedná o tlač z fotopolyméru alebo z kovového prášku.
Na diplomovej práci študenta sa spolu s nami podieľala aj spoločnosť ABB a firma Maplast, kde prebiehalo testovanie.